
دستورالعمل جوشکاری co2 چیست؟

جوشکاری انواع مختلفی دارد، یکی از آنها جوشکاری co2 یا جوشکاری با گاز دی اکسید کربن است که یکی از پر استفاده ترین جوشکاری ها در صنعت کشور ما و دیگر کشورها است. در صنایع متالوژی وابسته به فولاد و صنایع تولیدی مقاطع فلزی مانند ایران خودرو از جوشکاری co2 بسیار استفاده می شود، البته در اتصال درب و پنجره های فلزی هم شما می توانید کاربرد جوش co2 را ببینید، در ادامه توضیح بیشتری درباره اینکه جوشکاری co2 چیست داده ایم.
بین جوشکارها و تکنسین های این حوزه ، جوشکاری co2 به جوشکاری MAG (Metal Active Gas) هم معروف است، در این مقاله از مجله خدمت از ما به آموزش جوشکاری co2 ، مزایا و معایب جوش co2 می پردازیم.
برندهای مختلفی این دستگاه را تولید می کنند اما نحوه کار با آنها تقریبا یکسان است، البته برای تنظیم دستگاه جوش co2 می توانید به جدول تنظیمات دستگاه جوش co2 که در دفترچه راهنمای دستگاه وجود دارد بروید.
فهرست عناوین
جوشکاری co2 چیست؟
در پاسخ به سوال جوشکاری co2 چیست باید گفت در این جوشکاری به جای استفاده از گازهای بی اثر مانند آرگون از گازهای فعال مثل co2 استفاده می شود. این جوشکاری نوعی از جوشکاری قوسی با گاز محافظ ( GMAW ) است که گاز محافظ استفاده شده در آن همان دی اکسید کربن است و به طور کامل با جوش آرگون متفاوت خواهد بود.
شما می توانید در این جوشکاری ولتاژ و فشار گاز را دستی و در حین عمل جوشکاری تنظیم کنید. بیشترین کاربرد جوش co2 در اتصال صفحاتی است که نیمه ضخیم و نازک هستند و جنس صفحات از فولاد غیرسخت است.کربن دی اکسید در این جوشکاری برای نفوذ بیشتر و بهتر جوش استفاده می شود.

حالتهای مختلف و انواع جوشکاری CO2
به طور کلی جوشکاری با CO2 یا گاز دی اکسید کربن، به سه روش مختلف انجام میگیرد. داشتن اطلاعات کافی در مورد این روشها اهمیت بسیار زیادی دارد؛ چرا که نوع جوشکاری براساس ضخامت قطعه، شکل هندسی آن و پارامترهای دیگر انتخاب میشود.
اگر در زمان انتخاب نوع جوشکاری CO2 موارد نام برده شده را در نظر نگیرید، احتمال بروز عیوب در زمان جوشکاری وجود دارد و مجبور میشوید که برای برطرف کردن آنها، مجدداً هزینه و انرژی صرف کنید. در ادامه انواع جوشکاری CO2 را برای شما نام میبریم:
انتقال اتصال کوتاه یا Short Circuit Metal Transfer
به روش انتقال اتصال کوتاه، اتصال قوس کوتاه یا فلز غوطه ور نیز گفته میشود. در این روش، انتقال فلز پرکننده به داخل حوضچه مذاب به شکل یکنواخت انجام میگیرد. زمانی از این روش انتقال استفاده میشود که مقدار شدت ولتاژ و جریان را پایینتر از حد معمول خود انتخاب کرده باشند.
در این روش، با برخورد یا غوطه ور شدن الکترود به حوضچه مذاب، پدیده اتصال کوتاه برای لحظهای، اتفاق میافتد. در چنین شرایطی به دلیل رخ دادن اتصال کوتاه، شدت جریان به حداکثر مقدار خود میرسد و فشار آن موجب عقب رفتن مواد مذاب شده و اتصال کوتاه از بین میرود؛ سپس به صورت مجدد قطره مذاب بعدی (که از نوع الکترود است) در داخل حوضچه مذاب جوش، ته نشین میشود.
مهمترین مزیت این روش، وارد کردن حرارت ورودی کم به فلز مینا بوده و بهتر است از آن برای جوشکاری قطعات نازک (کمتر از 5 میلیمتر) استفاده کنید. با توجه به اینکه گرمای ورودی جوش در روش انتقال پایه کوتاه کم است، اگر در جوشکاری مهارت کافی را نداشته باشید، احتمال بروز عیب در ذوب و جوش وجود دارد.
انتقال کروی یا Globular Transfer
انتقال کروی یا انتقال گلبولی، یکی دیگر از روشهای انتقال فلز است که یک روش متداول در جوشکاری co2 به شمار نمیرود. قطر قطعات در این روش میتواند بزرگتر یا برابر با 2 تا 3 برابر قطر الکترود مصرفی باشد. قطرات بزرگ در این روش میتوانند به صورت همزمان با نوک الکترود و حوضچه مذاب جوش در تماس باشند که در چنین شرایطی اتصال کوتاه تناوبی به وجود میآید. اتصالات کوتاه تناوبی باعث ایجاد جرقههای زیاد و پاشش مواد مذاب میشوند.
مورد دیگری که در خصوص انتقال کروی وجود دارد این است که در برخی از موارد، قطرات به جای اینکه در مسیر اصلی خود یعنی نوک سیم جوش قرار بگیرند، به اطراف منحرف میشوند. با ترکیب گازهای مناسب و برخی از پارامترهای مخصوص جوشکاری، میتوان این مشکل را حل کرد. با این حال از سال 1970 به بعد، معمولاً از این روش استفاده نمیکنند؛ چرا که نرخ بازدهی و میزان رسوب در روش انتقال کروی بالا است.
انتقال اسپری یا Spray Transfer
در صورتی که قطرات مذاب کوچکتر از قطر الکترود باشد و به شکل بخار درآید، باید از انتقال اسپری استفاده کنید. در این روش، میزان پاشش بسیار کمتر از دو روش دیگر است و باید میزان شدت ولتاژ و جریان، بیشتر از بازه معمول خود باشد.
با توجه به اینکه در روش انتقال اسپری، میزان پاشش جرقه و مذاب کم بوده و قوس پایداری دارد، برای بیشتر کاربردهای فرآیند جوشکاری CO2 یا گاز محافظ، پیشنهاد میشود. در صورتی که بخواهید از این روش استفاده کنید، به گاز محافظ خنثی زیاد، نیاز خواهید داشت. بالا رفتن شدت جریان باعث میشود تا انتقال کروی به انتقال اسپری تبدیل گردد.

موارد مصرف یا کاربردهای جوشکاری CO2
به دلیل اینکه جوشکاری CO2 یکی از روشهای پرکاربرد با استحکام و مقاومت بالایی به شمار میرود، مورد توجه بسیاری از افراد برای انجام کارهای مختلف قرار گرفته است. بدین ترتیب در سالهای اخیر از این روش در صنایع بسیاری مانند صنعت خودرو و موارد مشابه استفاده میکنند. در ادامه موارد مصرف و کاربردهای جوشکاری CO2 را در صنایع مختلف نام میبریم.
صنایع خوردوسازی
همانطور که اشاره کردیم، یکی از مهمترین کاربردهای جوشکاری CO2 در صنعت خودروسازی است. بدنه خودرو، بیشترین قسمت آن را تشکیل میدهد و استحکام و امنیت آن برای تولیدکنندهها و خریداران اهمیت زیادی دارد. از همین رو تولیدکنندهها سعی دارند تا بدنه خود را به بهترین نحو ممکن به هم متصل کنند و از جوش CO2 برای اجزای مختلف بدنه استفاده خواهند کرد.
بیشتر بدنه خودرو را فولادهای کم کربن تشکیل دادهاند که جوشپذیری بسیار عالی دارند و این روش جوشکاری، به راحتی روی بدنه خودرو اثر میگذارد.
صنعت ساختمانسازی
با استفاده از جوشکاری قوس الکتریکی و لایه محافظ، میتوان یک جوش محکم و مقاوم را به وجود آورد. بدون شک در صنعت ساختمانیسازی، استحکام اهمیت زیادی دارد و حساسیت در این خصوص زیاد است. به همین دلیل به اتصالات قوی نیاز خواهیم داشت که این موارد با استفاده از جوشکاری CO2 امکانپذیر خواهد بود؛ چرا که در این روش جوشکاری، از لایه محافظ گاز استفاده شده و در نتیجه اتصال بین فلزات قویتر میشود.
صنعت نفت و گاز
اگر میخواهید با قدرت بسیار بالایی لولههای فولادی را به هم متصل کنید، به نوعی دستگاه نیاز دارید که بتوانید این اتصال محکم را ایجاد کنید. شما با استفاده از روش جوشکاری CO2 میتوانید این اتصالات محکم را در صنعت نفت و گاز به وجود آورید. با این کار مقاومت قطعات متصل به هم در برابر فشارهای شدید، رطوبت، دما و... بالا میرود.
صنعت کشتیرانی
برای ساخت بدنه کشتی، باید از فلزاتی با ابعاد بزرگ استفاده کرد و اتصال این قطعات در کنار هم، به یک روش سریع و قابل اعتماد نیاز دارد. باید اطمینان داشته باشید که اتصالات میان فلزها به اندازهای قوی است که فشار آب و رطوبت موجود در آب، نمیتوانند این جوشها را از بین ببرند. بدون شک جوشکاری co2 به عنوان بهترین روش در صنعت کشتیرانی شناخته میشود.

روشهای جوشکاری با CO2
جوشکاری CO2 با توجه به نیازها و شرایط مختلف، در دستهبندیهای مختلفی قرار میگیرد که آنها را برایتان نام میبریم:
جوشکاری MIG (Metal Inert Gas)
این روش یکی از متدوالترین روشهای جوشکاری CO2 است که از ترکیب دو گاز مختلف همچون آرگون و دی اکسید کربن برای آن استفاده میکنند. جوشکاری MIG در صنایع مختلفی مانند خودروسازی، فلزکاری، جوشکاری ساختمان و... کاربرد دارد.
جوشکاری MAG (Metal Active Gas)
جوشکاری MAG یک جوشکاری پیشرفته است که در جوشکاری آلیاژها و فلزات آهنی از آن استفاده میکنند. عمق جوش کم، جوشکاری قطعات ضخیم، کیفیت جوش بالا و مقاومت در برابر خوردگی، مهمترین مزایای استفاده از این جوش هستند.
جوشکاری توپودری یا FCAW
جوشکاری Flux Core Arc Welding که با عنوان Dual Shield هم شناخته میشود، این امکان را به شما میدهد که با پراش حرارتی کم، کیفیت جوش را افزایش دهید. با استفاده از این روش میتوانید در شرایط خاص مانند زمانی که شدت باد زیاد است، جوشکاری کنید.
جوشکاری MIG به روش پالسی یا Pulsed MIG
در رو جوشکاری ماگ به روش پالسی، جریان الکتریکی به صورت دورهای عوض میشود. به عبارتی تغییر پالسها، موجب میگردد تا بتوانید کیفیت جوش و دما را کنترل کنید. مهمترین مزایای این روش جوشکاری CO2 شامل مواردی همچون جوشکاری با کیفیت بالا، کنترل جوشکاری پیچیده، کاهش پراشهای حرارتی، کاهش تاثیرات آلایندهها، افزایش مقاومت مکانیکی و... میشود.

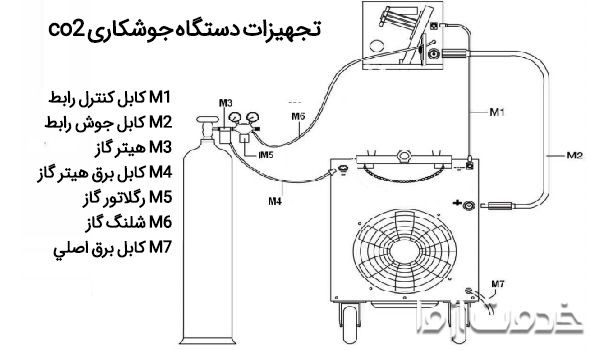
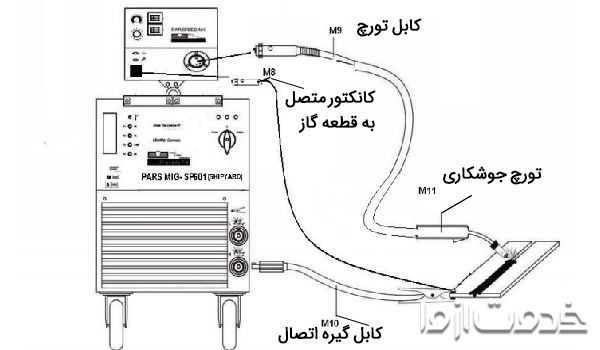
تجهیزات و لوازم جوشکاری co2
یک جوشکاری باکیفیت زمانی اتفاق می افتد که لوازم و تجهیزات مورد استفاده دارای طول عمر بالا باشند و همیشه تمیز باشند، لوازم جوشکاری برای اینکه جوشكاري co2 صورت بگیرد شامل موارد زیر است:
- رگلاتور یا شیر تنظیم که مقدار گاز خروجی را در آن تنظیم می کنید.
- تغذیه کننده سیم یا wire feeder که این دستگاه معمولا یک توپ با 10 هزار متر سیم دارد
- انبر جوشکاری co2 که بوسیله آن گاز و سیم به محل جوشکاری هدایت می شود، به محض فشار دکمه آن می توانیم جوشکاری را انجام دهیم.
- سیم جوش که با جنس های آلومینیوم، فولاد و استیل وجود دارد. اگر جنس سیم جوش از فولاد باشد بین 0.8 - 1.6 mm است.
مزایای جوشکاری co2 چیست؟
جوشكاري co2 همانطور که گفته شد دارای کاربردهای بسیاری است، دلیل استفاده زیاد از این جوشکاری مزیت های بسیاری است که این جوشکاری نسبت به دیگر انواع جوشکاری دارد، در ادامه چند مورد از مهمترین مزایای جوشکاری co2 را عنوان کرده ایم.
کاهش مدت زمان جوشکاری
جوشکاری co2 جرقه کمتری تولید می کند و چون طراحی دستگاه جوشکاری co2 به صورتی است که از یک تغذیه کننده سیم (wire feeder) به جای تعویض الکترود استفاده می کند، زمان کمتری هم برای عمل جوشکاری نیاز دارد.
کیفیت بالا در جوشکاری co2
کیفیت بالای جوشکاری هم مزیت دیگر آن است، در بسیاری از جوشکاری ها تنش سطحی بین دو صفحه هنگام جوشکاری زیاد است، کربن دی اکسید باعث می شود تنش سطحی بین صفحات کم شود و وقتی تنش سطحی کم باشد جوش ایجاد شده نفوذ بیشتر و بهتری خواهد داشت.
مقرون به صرفه بودن جوشكاري co2
ارزان بودن این جوشکاری یکی دیگر از مزیت های بزرگ آن به حساب می آید، جوش co2 قیمت پایین تری نسبت به جوشکاری با گازهای بی اثر مانند آرگون دارد، کاهش قیمت جوشکاری یکی از چیزهایی است که صنایع بزرگ که از جوشکاری زیاد استفاده می کنند به دنبال آن هستند.
با توجه به این مزایا، اگر به هر دلیلی نیاز به انجام جوشکاری co2 دارید، میتوانید از جوشکار سیار تهران یا شهرهای دیگر کمک بگیرید.

معایب جوش co2 در جوشكاري co2
معمولا ایجاد جوش بی نقص و ایده آل در فرآیند جوشکاری ناممکن است و تمام انواع جوشکاری ها دارای معایبی هستند، البته میزان و شدت عیوب به میزان مهارت جوشکار co2 ، کیفیت دستگاه و تجهیزات آن و میزان رعایت نکات ایمنی بستگی دارد. از جمله معایب و عوارض جوشكاري co2 این موارد هستند:
- قیمت تجهیزات و ادوات این جوشکاری گرانتر است
- نحوه کار دستگاه جوش co2 پیچیده است و نیاز به مهارت و آموزش دارد
- تولید گاز مونو اکسید کربن در فرایند جوش و تنفس گاز
- اشعه حاصل از قوس جوشکاری co2 می تواند به چشمها آسيب رسانده يا پوست را بسوزاند.
- این جوشکاری را نمی توان در فضای باز انجام داد زیرا گاز جوشکاری باید از باد محافظت شود.
دستورالعمل جوشکاری co2 چیست؟
اگر قصد جوشکاری در منزل را دارید، قبل از هر کاری حتما از یک پوشش مناسب برای يک جوشكار که شامل ماسک صورت با فیلتر مناسب، دستكش ايمنی، لباس،كلاه و كفش مخصوص است استفاده کنید. در ادامه می توانید مراحل زیر را دنبال کنید:
- ابتدا شیر گاز کپسول را باز کنید.
- دستگاه را روشن کنید.
- با استفاده از کلید تست، خروجی گاز را با رگلاتور تنظیم کنید.
- دستگاه های جوشکاری co2 دستگاه های ولتاژ ثابت هستند و به جای تنظیم آمپر باید ولتاژ را تنظیم کنیم. با توجه به نوع و ضخامت قطعه کاری که می خواهیم روی آن کار جوشکاری co2 انجام دهیم، ولتاژ را تنظیم می کنیم.
- حالا نوبت تنظیم سرعت سیم در جوشكاري co2 یا همان سرعتی که وایر فیدر سیم را به قسمت انبر جوشکاری تغذیه می کند است، سرعت سیم را می توانید بر اساس دو فاکتور تنظیم کنید: صدای جوش و نوع ضربه زدن به قطعه کار.
- حالا می توانید با کمک انبر جوشکاری را شروع کنید.
در صورتی که این مراحل برایتان سخت است، میتوانید از خدمات جوشکاری در کرج، تهران و شهرهای دیگر کمک بگیرید.
نکات مهم در دستگاه جوشكاري co2
در ادامه به چند نکته بسیار مهم در جوشکاری دی اکسید کربن اشاره خواهیم کرد:
- هنگام جوشکاری و کار با شیرهای کپسول دستگاه جوشكاري co2 توجه داشته باشید که دست هایتان چرب نباشد و هیچوقت شیرهای گپسول را روغن کاری نکنید.
- هیچ گاه شیر کپسول را به صورت تمام باز نکنید، بلکه نیم دور آن را بچرخانید گاز داخل لوله ها جریان پیدا خواهد کرد، این کار به خاطر این است که در مواقع مورد نیاز بتوانید سریعا آن جریان گاز را قطع کنید.
- برای تنظیم فشار گاز که بوسیله رگلاتوری که روی کپسول است انجام می شود به قطر سیم جوش بستگی دارد، معمولا برای سیم های فولادی ضریب 10 را در نظر می گیرند، مثلا اگر قطر سیم 0.8 باشد خروجی گاز را روی عدد 8 قرار می دهند.
- کیفیت جوش ایجاد شده به تنظیم فشار گاز خروجی مناسب، تنظیم ولتاژ مناسب، تنظیم سرعت سیم جوش و حرکت دست در جوشکاری co2 بستگی دارد که باید مهارت کافی برای میزان تنظیم آن را با تمرین کسب کنید.
- برای تنظیم سرعت سیم باید توجه داشته باشید که اگر سرعت سیم زیاد باشد، هنگام جوشکاریco2 سیم روی سطح کار به اصطلاح نوک می زند و گاهی سطح کار را سوراخ می کند و اگر سرعت سیم کم باشد، اصطلاحا سیم پس می کشد، بنابراین تنظیم سرعت سیم بسیار حائز اهمیت است.
- قبل از شروع جوشكاري co2 حتما سطح قطعاتی که می خواهید روی انها جوش co2 ایجاد کنید را با ابزار مناسب صاف کنید و سپس جوشکاری را شروع کنید.
- داخل دستگاه جوشكاري co2 بايد در فاصله های زمانی منظم تميـز شـود تـا عملكـرد خوبی داشته باشد. فاصله بين هر تميز كردن، به مدت زمان استفاده از دستگاه و میزان تمیزی محیط کار بستگی دارد (قبل از باز كردن بدنه دستگاه، آن را از برق اصلی جدا كنيد.)
- كپسول گاز باید همیشه به صورت عمودی و در یک محل ثابت قرار داشته باشد.

حالا که با این آموزش یاد گرفتید جوشکاری co2 چیست و با مزایای این جوشکاری و همچنین با معایب آن آشنا شدید، بهتر است این نکته را فراموش نکنید که فرآیند جوشکاری نیاز به مهارت و تخصص دارد، حتما زیر نظر یک متخصص جوشکاری co2 را آنقدر تمرین کنید تا به میزان مهارت مورد نیاز دست پیدا کنید. اگر هم شرایط این کار را ندارید، از یک جوشکار ماهر بخواهید به محل مورد نظر شما آمده و جوشکاری را برایتان انجام دهد. دستمزد جوشکاری سیار چندان هم بالا نیست و با در نظر گرفتن اینکه نتیجه کار بسیار مطلوب خواهد بود، اقدامی هوشمندانه به شمار میرود.

















 راهنمای استفاده امن از “خدمت از ما”
راهنمای استفاده امن از “خدمت از ما”